


Многие детали современных авиационных газотурбинных двигателей (ГТД) обладают невысокой, с точки зрения состояния машиностроительного производства, технологичностью. Так, обрабатываемость жаропрочных сплавов при холодной обработке металлов резанием более чем в 10 раз хуже обрабатываемости машиностроительных сталей.
Выбор материала для каждой детали двигателя определяется температурой нагрева и силовым воздействием на детали двигателя при эксплуатации. При температуре менее 200°С используются магниевые сплавы, при температуре около 250°С – листовой дуралюмин, при температуре до 500°С – нержавеющая (коррозионностойкая) сталь, а при температуре выше 1000°С – жаропрочные хромоникелевые сплавы.
Производство авиационных ГТД является очень сложным процессом. Лопатки роторной (вращающейся) и статорной (неподвижной) части авиационных ГТД работают в различных температурных условиях. На входе в компрессор температура находится в пределах −50°С …– 60°С, в зоне последних ступеней компрессора высокого давления он достигает 600…700°С. Лопатки ротора турбины и сопловых направляющих аппаратов работают при весьма значительных силовых и температурных нагрузках. Температура на входе в турбину достигает 1600°С. Центробежные силы, возникающие в роторе компрессора и турбины, создают значительные нагрузки на рабочие элементы лопаток. Частота вращения может достигать 10 000 об/мин!
Пример: профили пера лопаток роторной и статорной части имеют сложную пространственную форму. Допуск на массу каждой рабочей лопатки роторной части устанавливают до 5% номинального значения. В процессе сборки колеса компрессора или турбины осуществляют распределение лопаток по массе исходя из оптимальной схемы расположения их в колесе. Допустимая разность масс при этом составляет всего 2 г!
Выбор технологии маркировки
Большинство деталей авиационных ГТД проходят много стадий обработки – от заготовки до конечной детали.
На наиболее ответственные и сложные детали (пример: лопатки и диски вентилятора, компрессора, турбины; валы и т.п.) наносится маркировка на каждом технологическом этапе их производства.
При необходимости (если деталь подвергается механической обработке) маркировка переносится на деталь после окончания очередного технологического этапа. Эта маркировка включает клеймо исполнителя и прочую информацию.
Таким образом, маркировка играет важнейшую роль в процессе производства современных авиационных газотурбинных двигателей.
Выбор технологии маркировки каждого типа детали двигателя зависит не только от материала, из которого изготовлено изделие, но и особенностей его эксплуатации.
Пример: литьевая заготовка лопатки вентилятора, компрессора или турбина может быть промаркирована лазерным или ударным способом на очень малую глубину, местом маркировки может быть как замок так и перо лопатки. Но готовая к установке лопатка может иметь маркировку только на замке.
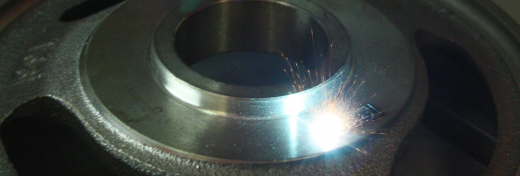
Основываясь на требованиях производителей авиационных ГТД, можно рекомендовать маркировку прочерчиванием или ударно-точечную маркировку, при этом конец маркировочной иглы должен иметь радиус скругления больше, чем при маркировке неподвижных деталей; глубина маркировки должна быть небольшой.

Фото 1. Маркировка лопатки турбины

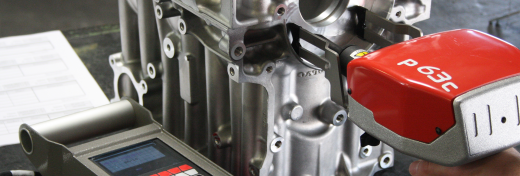
Фото 2. Маркировка авиационного двигателя (показаны примеры маркировки некоторых деталей)
Места маркировки: лопатки вентилятора; направляющий аппарат вентилятора; лопатки и диски компрессора; направляющий аппарат компрессора; лопатки и диски турбины; направляющий аппарат турбины; валы вентиляторы, компрессора и турбины; подшипники; корпус двигателя; топливно-регулирующая аппаратура; трубопроводы.
Маркировочное оборудование
Оборудование для лазерной маркировки SIC Marking
Для маркировки рекомендуются стационарные лазерные маркираторы SIC Marking L-BOX и XL-BOX.
Маркировочное окно размером 100 х 100 мм, с возможностью расширения до 170 х 170 мм. Маркиратор L-BOX позволяет маркировать детали высотой до 235 мм, длиной до 500 мм. Маркиратор XL-BOX позволяет маркировать детали высотой до 370 мм, длиной до 570 мм.
Для маркировки в составе конвейера или для маркировки крупногабаритных деталей рекомендуется интегрируемый лазерный маркиратор SIC Marking I103 L-G. Маркировочное окно размером 100 х 100 мм, с возможностью расширения до 210 х 210 мм.
Интегрируемый лазерный маркиратор I103 L-G предназначен для полной интеграции в промышленные производственные линии. Управление лазерной головой выполняется с помощью контроллера управления (блока световода) или через интерфейс PLC.
Лазерные маркираторы SIC Marking - это надёжные маркировочные машины со сроком службы компонентов до 100 000 часов работы (более 11 лет непрерывной работы!).
Оборудование для ударно-точечной маркировки SIC Marking
Портативные/ручные маркираторы
Предоставляют пользователю мобильность и автономность (при использовании тележки с аккумулятором или маркираторы серии E-mark) в работе.
Все модели отличает надёжная и простая конструкция, эргономичный дизайн, высокие эксплуатационные характеристики и простота использования.
Портативные маркираторы разделены на две серии:
- Коммерческая серия – глубина маркировки металлов до 0,3 мм, упрощённый контроллер управления, количество маркировок в сутки – несколько десятков.
- Промышленная серия – усиленная конструкция, глубина маркировки металлов до 0,9 мм, количество маркировок в сутки – до 300, расширенные возможности контроллера управления.
Коммерческая серия:
- e1-p63c, окно маркировки 60х25 мм.
- e1-p123, окно маркировки 120х40 мм.
- E-mark - автономный (батарейный) маркиратор, окно маркировки 60х25 мм.
- E-mark XL - автономный (батарейный) маркиратор, окно маркировки 120х40 мм.
Промышленная серия:
- e10-p63, окно маркировки 60х25 мм.
- e10-p123, окно маркировки 120х25 или 120х40 мм.
Стационарные маркираторы
Идеально подходят для маркировки изделий высотой до 250 мм, маркировки цилиндрических изделий массой до 35 кг по окружности и изготовления металлических паспортных табличек.
Промышленная серия:
- e10-c153, окно маркировки 160х100 мм.
- e10-c303, окно маркировки 300х150 мм.
- e10-c153 z-a, с функцией автосенсинга – автоматического определения положения изделия и автоматического перемещения маркировочной головы, окно маркировки 160х100 мм.
Интегрируемые маркираторы
Предназначены для интеграции в автоматизированные производственные линии (конвейеры). Позволяют маркировать большое количество изделий в сутки.
Все модели отличает конструкция повышенной надёжности и защита внутренних механизмов от повреждений, пыли или влаги с помощью кожуха или металлических защитных шторок, что позволяет минимизировать простои конвейера во время периодического обслуживания маркираторов.
- e10-i53, окно маркировки 50х20 мм.
- e10-i83, окно маркировки 80х70 мм.
- e10-i141, окно маркировки 150х100 мм.
- e10-i113D, для глубокой маркировки, окно маркировки 110х60 мм (для подключения требуется источник сжатого воздуха 6 бар).
Оборудование для маркировки прочерчиванием SIC Marking
Интегрируемые прочерчивающие маркираторы предназначены для интеграции в автоматизированные производственные или ремонтные линии (конвейеры) под управлением АСУТП. Позволяют маркировать большое количество изделий в сутки.
Для работы прочерчивающих маркираторов SIC Marking требуется электрическая сеть переменного тока 85…260 В / 50…60 Гц, (потребление энергии - 300Вт) и источник сжатого воздуха с давлением не более 6 бар.
Маркировочная игла надежно и качественно наносит маркировку глубиной до 0,8 мм на изделиях из металлов, твёрдость поверхности которых не превышает 40 HRC. Максимальная твёрдость металла маркируемых изделий – до 62 HRC.
Маркираторы имеют очень надёжную конструкцию, могут работать в условиях достаточно высокой запылённости воздуха в рабочем помещении - металлические защитные шторки надёжно предохраняют механизм перемещения маркировочного модуля от попадания пыли и влаги.
- e10-i63S, окно маркировки 60х30 мм.
- e10-i113S, окно маркировки 110х60 мм.
